


钣金冲压死角的加工方法,学习一下吧。这是常见的钣金下摆形式,钣金边需要用专用模具加工,一般步骤如下:首先用锐角弯曲模(公共角度为30°的模具)将金属板材弯曲成大于90度的弯曲,然后用压扁模压扁金属板材,完成金属板材折边加工。可以看出,这种方法需要两套模具,效率很低。该复合模是钣金厂常用的模具,可一次性完成钣金折边的加工。
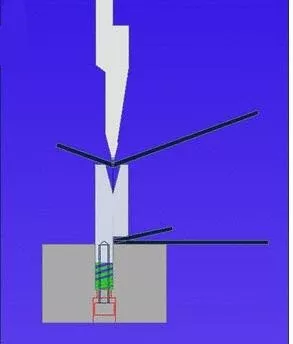
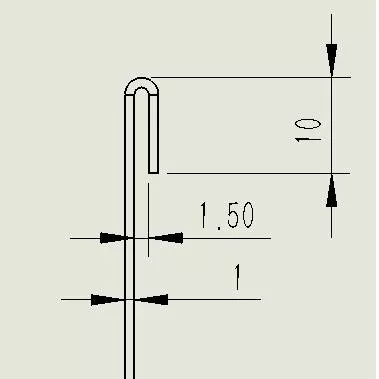
下图:有人能做这种金属板下摆吗?折边需要什么特殊的模具?如果您不能完成中间间隙,您需要如何修改它?这种钣金折边在钣金加工中经常遇到,但方法并不困难。加工时无需特殊模具。在使用锐角弯曲模具弯曲90度以上后,可以在压扁步骤中垫一块1.5mm的板。

实际上,由于弯曲回弹的存在,需要垫一块较薄的板,如1.4。试几次就行了。通过类比,在中间有一定厚度的金属板弯曲是很好的。如果需要弯曲圆角以使其外观良好,则应与图纸一致。弯曲锐角时,下模的宽度 好较大。或使用符合图纸的弯曲上模弯曲锐角。
以及如何弯曲此钣金折边?如何在末端折叠这种带有圆弧的褶边?如果你不想打开模具,有两种方法。一是:压平钣金卷边时,弯曲压力应调整得较小,尾部的圆弧不应压平。因为它需要压平尾巴,所以需要很大的压力。
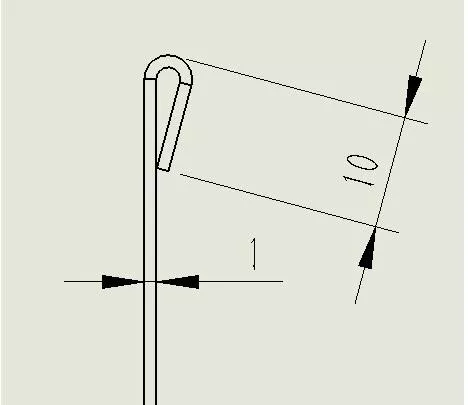
第二种方法是找出是否有对应的焊丝,压入时将其插入孔中,压入后取出,完成卷边。死角极限尺寸:a)死角需要弯曲两次。先用30°尖刀和深V型槽弯曲30°~45°,然后用压平模压平。不同材料板厚的死角范围:0.5<;T<;2.0B)死角(L)的长度与材料厚度和插入深度V槽有关,当0.5<;T≤ 1.5选择V6深槽,lmin>;5T+R(即lmin>;6);当2.0<T<;2.5选择V10深沟, 小≥ 5T+R(即lmin>;9);上述两种方法的死边长度Lmax为≤ 14mmc)反向弯曲后压制死角的长度L受插入深度V槽lmin的限制≥ 11毫米。d) 死角孔到弯曲边缘的距离不应太小,否则在弯曲过程中,孔会因角度变化而变形:l1min>;0.7V.




 在线客服
在线客服 13816971627
13816971627 362528001@qq.com
362528001@qq.com