


镜面作用预抛光和精抛光,预抛光运用硬性或较硬的抛光轮对通过磨光的不锈钢钣金加工外表进行处理的进程,它能除去磨削外表较粗的痕迹。精抛光运用软性对预抛光外表作进一步的加工,除掉预抛光留下的痕迹,取得亮光镜面。
公司在迅速发展已发展成为一个集金属切割,钣金,焊接机械加工与烤漆为一体的综合性企业。公司承揽:酒店、医院,银行、商铺、写字楼、公寓、工厂、公交、机关、学校.火车站不锈钢装饰工程及钢构工程。欢迎来电咨询!







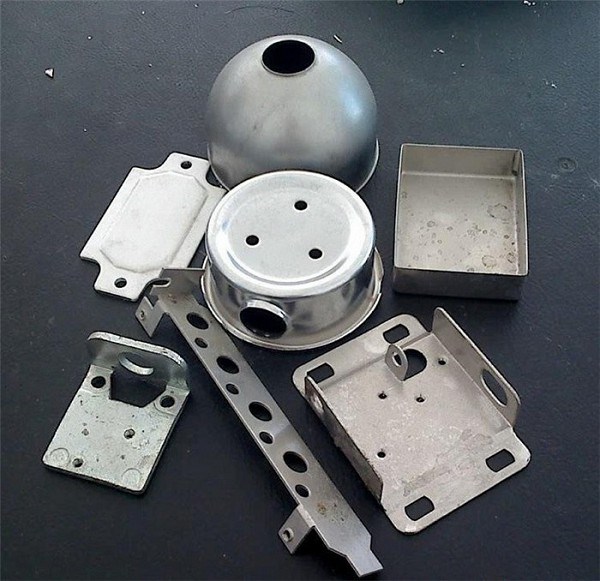
基本工艺流程即为“落料一成形一修边一翻边一翻边冲冲压”。在具体的冲压生产工艺中,大量工业操作检测结果反馈可知,侧围外板生产会因材料拉延变形不均或某局段位置薄度过低等而致产品缺陷。即使材料材质相同,钢材供货企业也只是提供材料牌号性能范围,不同批次材料将显现出不同特性,毫无疑问会影响到钣金加工的品质管理。
公司在迅速发展已发展成为一个集金属切割,钣金,焊接机械加工与烤漆为一体的综合性企业。公司承揽:酒店、医院,银行、商铺、写字楼、公寓、工厂、公交、机关、学校.火车站不锈钢装饰工程及钢构工程。欢迎来电咨询!


钣金件的拉伸注意事项:
1、 拉伸件的底与壁之间的圆角半径应大于板厚,即r1>t;为了使拉伸进行得更顺利,一般取r1=(3~5)t,圆角半径应小于板厚的8倍,即r1<8t。
2、 拉伸件凸缘与壁之间的圆角半径应大于板厚的2倍,即r2>2t;为了使拉伸进行得更顺利,一般取r2=5t,圆角半径应小于板厚的8倍,即r1<8t。
3、 圆形拉伸件的内腔直径应取D≥d+12t,以便在拉伸时压板压紧不致起皱。
4、 矩形拉伸件相邻两壁间的圆角半径应取r3≥3t,为了减少拉伸次数,尽可能取r3≥1/5H,以便一次拉伸完成。
5、 拉伸件由于各处所受应力不同,使拉伸后,材料厚度发生变化。一般,底部中央保持原
来厚度,底部圆角处材料变薄,顶部靠近凸缘处材料变厚;矩形拉伸件四周圆角处材料变厚。在设计拉伸产品时,在图纸上明确注明必须保证外部尺寸或内外部尺寸,不能同时标注内外尺寸。
6、 拉伸件之材料厚度,一般都考虑工艺变形中的上下壁厚不相等的规律(即上厚下薄)。
7、 圆形无凸缘拉伸件一次成形时,高度H和直径d之比应小于或等于0.4。
公司在迅速发展已发展成为一个集金属切割,钣金,焊接机械加工与烤漆为一体的综合性企业。公司承揽:酒店、医院,银行、商铺、写字楼、公寓、工厂、公交、机关、学校.火车站不锈钢装饰工程及钢构工程。欢迎来电咨询!





 在线客服
在线客服 13816971627
13816971627 362528001@qq.com
362528001@qq.com