


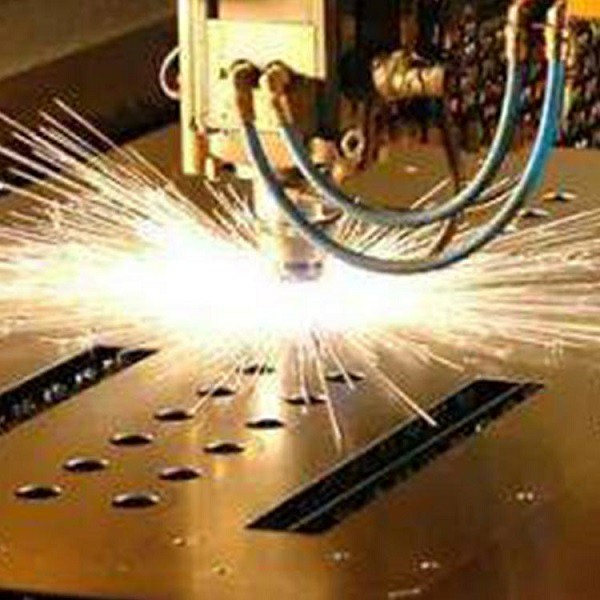
无接触加工
激光束聚焦后形成具有极强能量的很小作用点,把它应用于切割有许多特点。首先,激光光能转换成惊人的热能保持在的区域内,可提供⑴狭的直边割缝;⑵小的邻近切边的热影响区;⑶的局部变形。其次,激光束对工件不施加任何力,它是无接触切割工具,这就意味着⑴工件无机械变形;⑵无刀具磨损,也谈不上刀具的转换问题;⑶切割材料无须考虑它的硬度,也即激光切割能力不受被切材料的硬度影响,任何硬度的材料都可以切割。再次,激光束可控性强,并有高的适应性和柔性,因而⑴与自动化设备相结合很方便,容易实现切割过程自动化;⑵由于不存在对切割工件的限制,激光束具有的仿形切割能力;⑶与计算机结合,可整张板排料,节省材料。







不锈钢
在可以接受切割端面氧化的情况下可使用氧气;使用氮气以得到无氧化刺的边缘,就不需要再作处理了。在板材表面涂层油膜会得到更好的穿孔效果,而不降低加工质量。
铝
尽管有高反射率和热传导性,厚度6mm以下的铝材可以切割,这取决于合金类型和激光器能力。当用氧切割时,切割表面粗糙而坚硬。用氮气时,切割表面平滑。纯铝因为其高纯非常难切割,只有在系统上安装有“反射吸收”装置的时候才能切割铝材。否则反射会毁坏光学组件。

燃烧物质转移成熔渣控制氧和金属的燃烧速度,同时氧气扩散通过熔渣到达点火前沿的快慢也对燃烧速度有很大的影响。氧气流速越高,燃烧化学反应和去除熔渣的速度也越快。当然,氧气流速不是越高越好,因为流速过快会导致切缝出口处反应产物即金属氧化物的快速冷却,这对切割质量也是不利的。
显然,氧化熔化切割过程存在着两个热源,即激光照射能和氧与金属化学反应产生的热能。据估计,切割钢时,氧化反应放出的热量要占到切割所需全部能量的60%左右。

很明显,与惰性气体比较,使用氧作辅助气体可获得较高的切割速度。
在拥有两个热源的氧化熔化切割过程中,如果氧的燃烧速度高于激光束的移动速度,割缝显得宽而粗糙。如果激光束移动的速度比氧的燃烧速度快,则所得切缝狭而光滑。





 在线客服
在线客服 13816971627
13816971627 362528001@qq.com
362528001@qq.com